Presse à serrage parallèle.
Posté : dim. 22 mars 2020 10:59
Bonjour à tous,
A la demande de yolande, voici comment j'ai réalisé une série de presses parallèles.
Pour certaines fabrications, comme celle du clavecin, je souhaite m'équiper d'une série de presses à serrages parallèles. Si prise à l'unité le tarif reste acceptable, aux alentours de 20€00 pour une presse de qualité, ça chiffre vite pour une série!
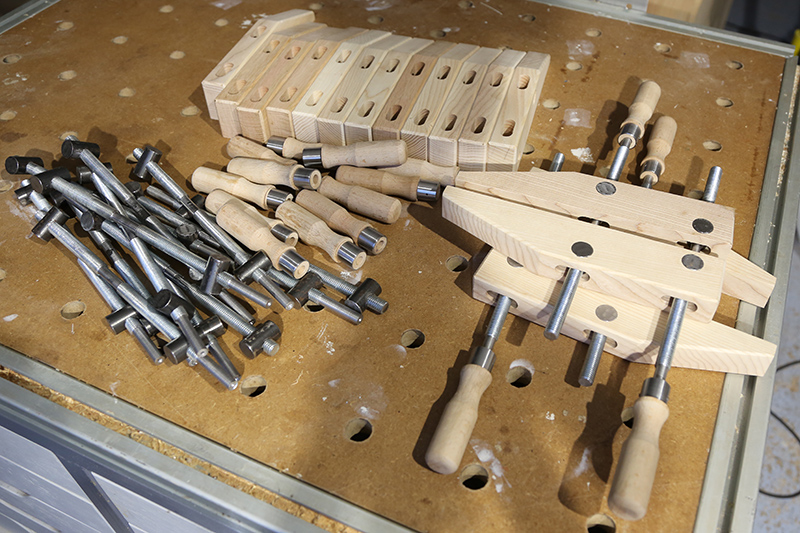
Voici comment j'ai fabriqué les miennes...


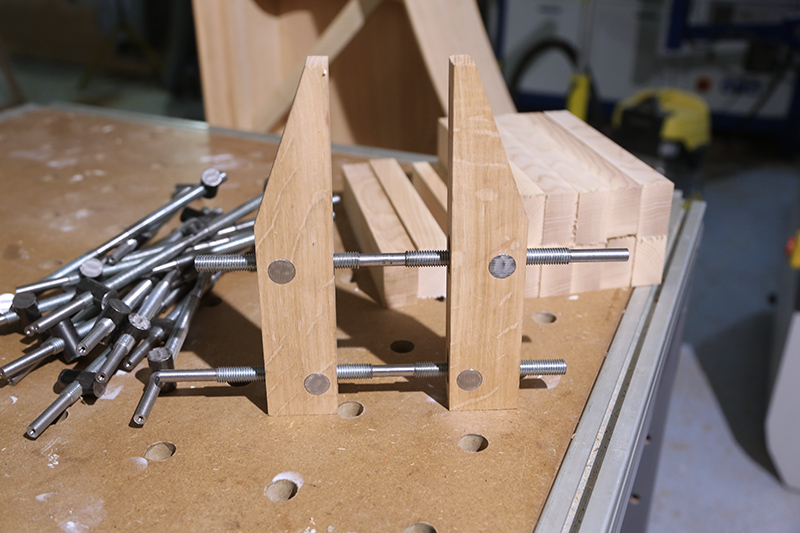
Les vis sont de simples tiges filetées M12 au pas standard de 1,75mm. Même si à première vue ça ne saute pas aux yeux, sur ces 5 tiges, deux sont des pas à gauches, et trois sont à droites.
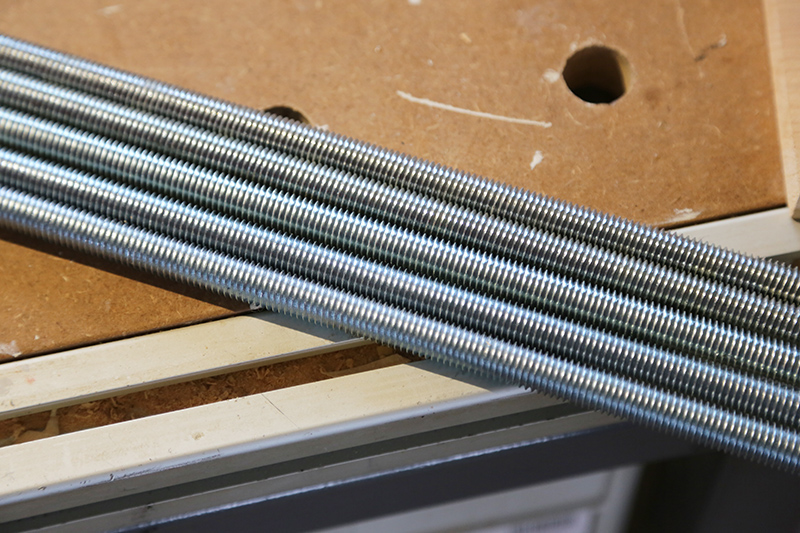
Si les tiges classiques à droites viennent d'une GSB, celles pas à gauches viennent d'ici
Ces tiges me permettront de fabriquer 8 presses
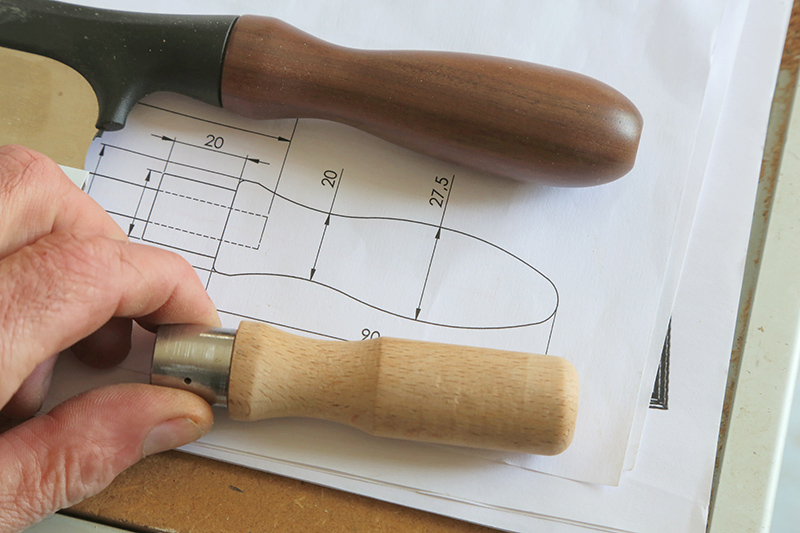
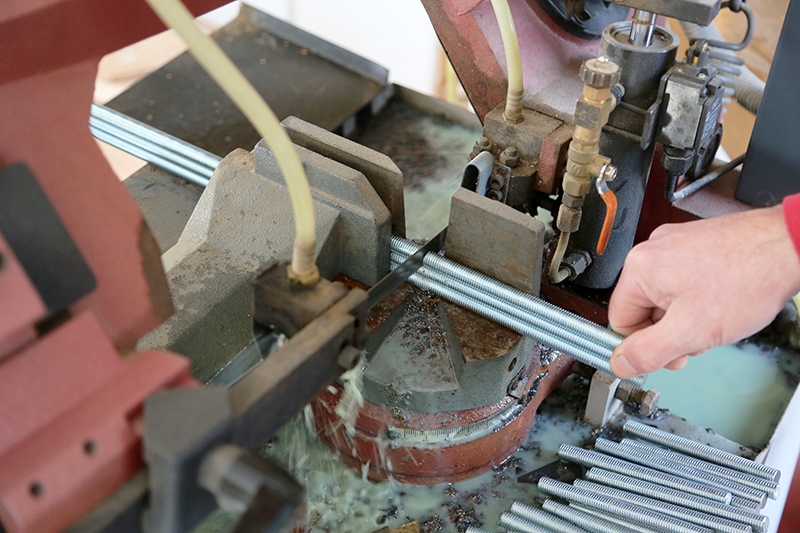
Je les ai coupées à la scie à ruban à 116mm pour les gauches, et 166 pour les droites (voir plan).
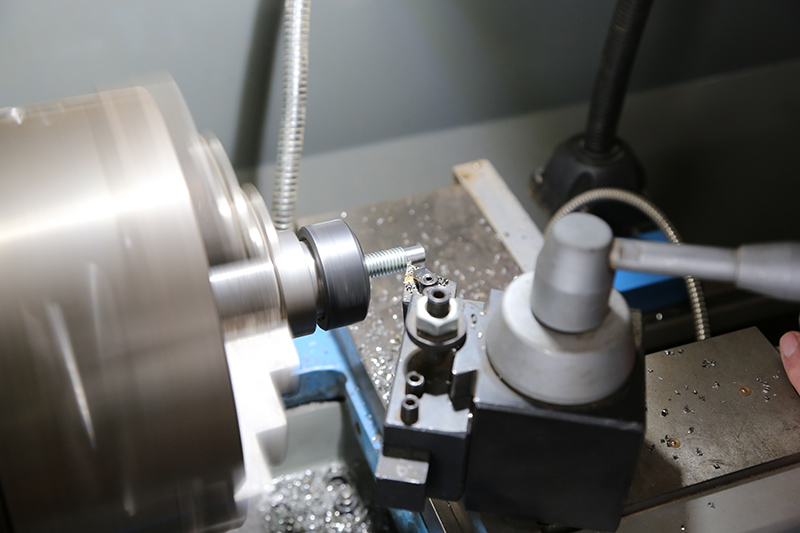
Les filets sont supprimés sur un coté des tiges sur 15mm pour ne garder que la noix de la vis.
Notez le mandrin à pince ER32 pris dans le mandrin 3 mords. Cette disposition me permet de serrer les vis sans abimer les filets.
Ce porte pinces est une fabrication personnelle, d'origine il se monte dans le cône morse de la broche, mais ne permet pas un passage à travers celle ci.
Je sais qu'il en existe sur camlock, mais elles ne sont plus disponibles...

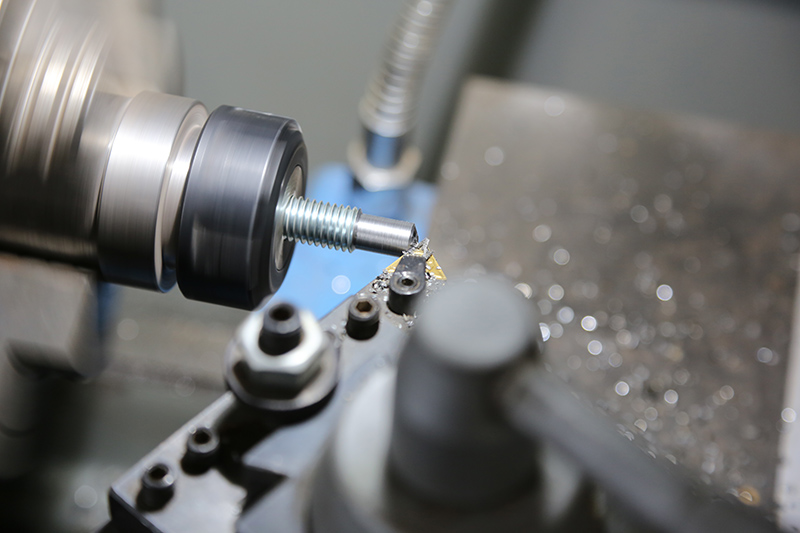
Je termine par un petit chanfreins.
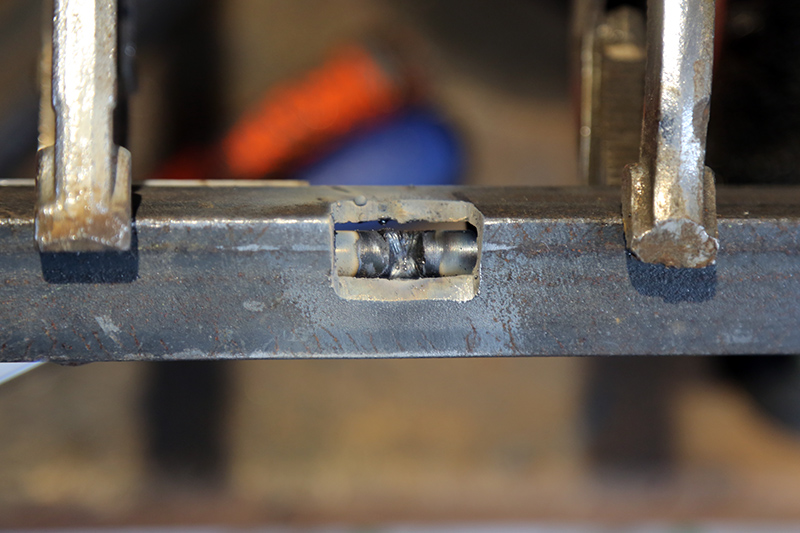
Pour être soudées, les deux tiges sont alignées grâce à une cornière.

Les plaques d'alu servent à protéger les filets des pinces et des projections de soudures.

Je fais le premier le cordon directement sans pointage.

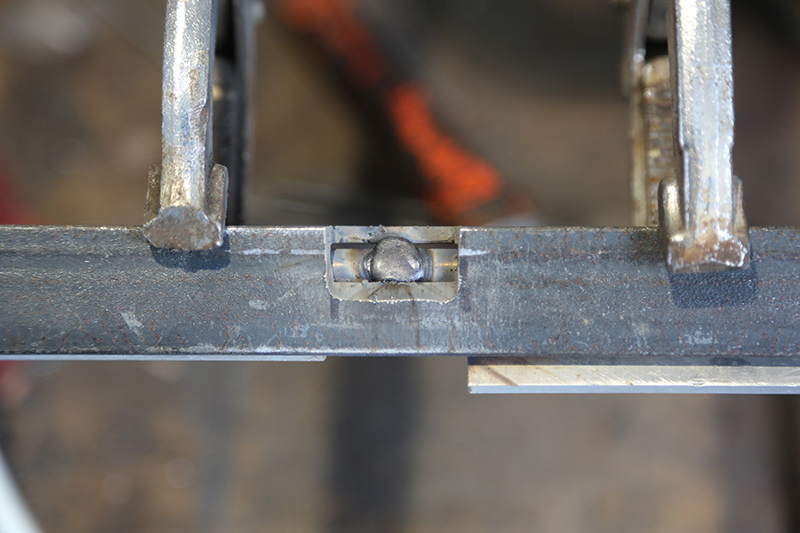
Puis je retourne l'ensemble.
Comme j'ai crée une lumière dans la cornière au niveau de la soudure, je n'ai plus qu'à faire le second cordon.
Et voila, c'est soudé!

Je remonte le tout dans le tour et je réusine les cordons, ainsi que la tige qui recevra la poignée.
Sur cette image la contre pointe à été retirée pour montrer que ça tourne bien rond!
Les écrous noix sont tirés de ce rond d'acier de Ø18mm. La butée d'origine est assez mal foutue et ne peut pas être utilisée pour les petites surfaces, j'ai donc dû en improviser une avec une chute d'acier et une pince étau.

Vu que maintenant j'ai un lapidaire! (voir ici) je l'ai utilisé pour adoucir les arêtes.

Je pourrais encore rectifier les faces, mais hormis sur le plan cosmétique, ça n'aurais aucun intérêt...

Pour les perçages j'ai ressorti mon outil magique! ( http://www.metabricoleur.com/t18178p25- ... ire#367808 )
Il permet de centrer automatiquement les perçages perpendiculaires aux cylindres. Je commence par un pré-perçage au foret à centrer.

Puis j'attaque le perçage final avec un foret de Ø10,5mm.

Les taraudages sont fait avec des tarauds machines coupe gun J'avoue que ce type de taraud n'est pas donné, mais vous en trouverez à bien moins chère en restant sur des tarauds classiques...
En jaune (Revêtu nitrure de titane (TiN)) le pas à droite.

J'attaque le taraudage sur le tour en actionnant le mandrin à la main.

Une fois bien engagé, je les termines au tourne à gauche pièce dans l'étau.


A suivre...
A la demande de yolande, voici comment j'ai réalisé une série de presses parallèles.
Pour certaines fabrications, comme celle du clavecin, je souhaite m'équiper d'une série de presses à serrages parallèles. Si prise à l'unité le tarif reste acceptable, aux alentours de 20€00 pour une presse de qualité, ça chiffre vite pour une série!
Voici comment j'ai fabriqué les miennes...
Les vis sont de simples tiges filetées M12 au pas standard de 1,75mm. Même si à première vue ça ne saute pas aux yeux, sur ces 5 tiges, deux sont des pas à gauches, et trois sont à droites.
Si les tiges classiques à droites viennent d'une GSB, celles pas à gauches viennent d'ici
Ces tiges me permettront de fabriquer 8 presses
Je les ai coupées à la scie à ruban à 116mm pour les gauches, et 166 pour les droites (voir plan).
Les filets sont supprimés sur un coté des tiges sur 15mm pour ne garder que la noix de la vis.
Notez le mandrin à pince ER32 pris dans le mandrin 3 mords. Cette disposition me permet de serrer les vis sans abimer les filets.
Ce porte pinces est une fabrication personnelle, d'origine il se monte dans le cône morse de la broche, mais ne permet pas un passage à travers celle ci.
Je sais qu'il en existe sur camlock, mais elles ne sont plus disponibles...
Je termine par un petit chanfreins.
Pour être soudées, les deux tiges sont alignées grâce à une cornière.
Les plaques d'alu servent à protéger les filets des pinces et des projections de soudures.
Je fais le premier le cordon directement sans pointage.
Puis je retourne l'ensemble.
Comme j'ai crée une lumière dans la cornière au niveau de la soudure, je n'ai plus qu'à faire le second cordon.
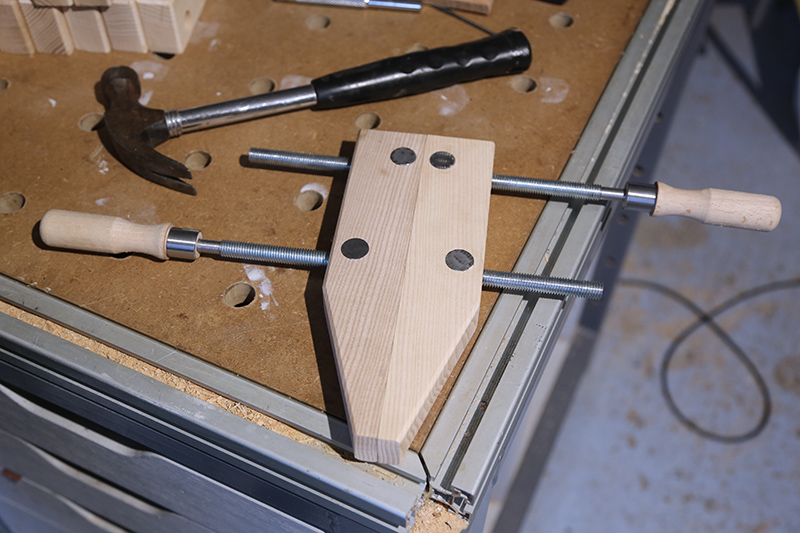
Et voila, c'est soudé!
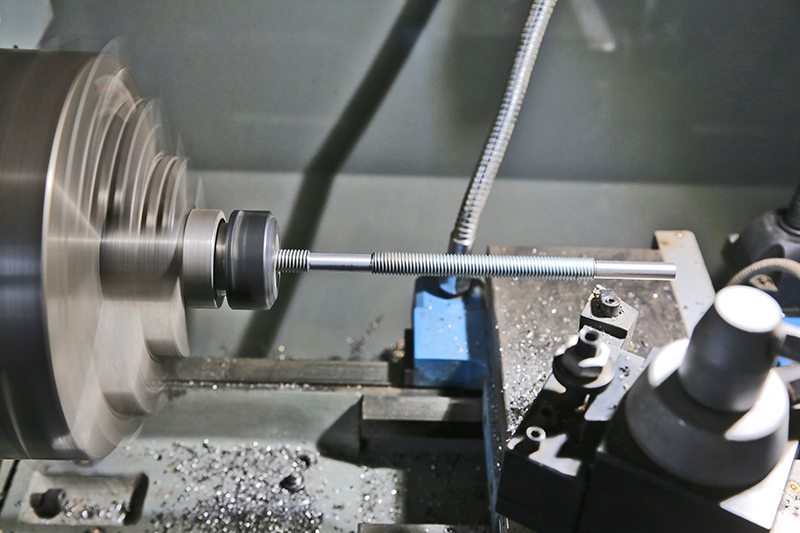
Je remonte le tout dans le tour et je réusine les cordons, ainsi que la tige qui recevra la poignée.
Sur cette image la contre pointe à été retirée pour montrer que ça tourne bien rond!
Les écrous noix sont tirés de ce rond d'acier de Ø18mm. La butée d'origine est assez mal foutue et ne peut pas être utilisée pour les petites surfaces, j'ai donc dû en improviser une avec une chute d'acier et une pince étau.
Vu que maintenant j'ai un lapidaire! (voir ici) je l'ai utilisé pour adoucir les arêtes.
Je pourrais encore rectifier les faces, mais hormis sur le plan cosmétique, ça n'aurais aucun intérêt...
Pour les perçages j'ai ressorti mon outil magique! ( http://www.metabricoleur.com/t18178p25- ... ire#367808 )
Il permet de centrer automatiquement les perçages perpendiculaires aux cylindres. Je commence par un pré-perçage au foret à centrer.
Puis j'attaque le perçage final avec un foret de Ø10,5mm.
Les taraudages sont fait avec des tarauds machines coupe gun J'avoue que ce type de taraud n'est pas donné, mais vous en trouverez à bien moins chère en restant sur des tarauds classiques...
En jaune (Revêtu nitrure de titane (TiN)) le pas à droite.
J'attaque le taraudage sur le tour en actionnant le mandrin à la main.
Une fois bien engagé, je les termines au tourne à gauche pièce dans l'étau.
A suivre...